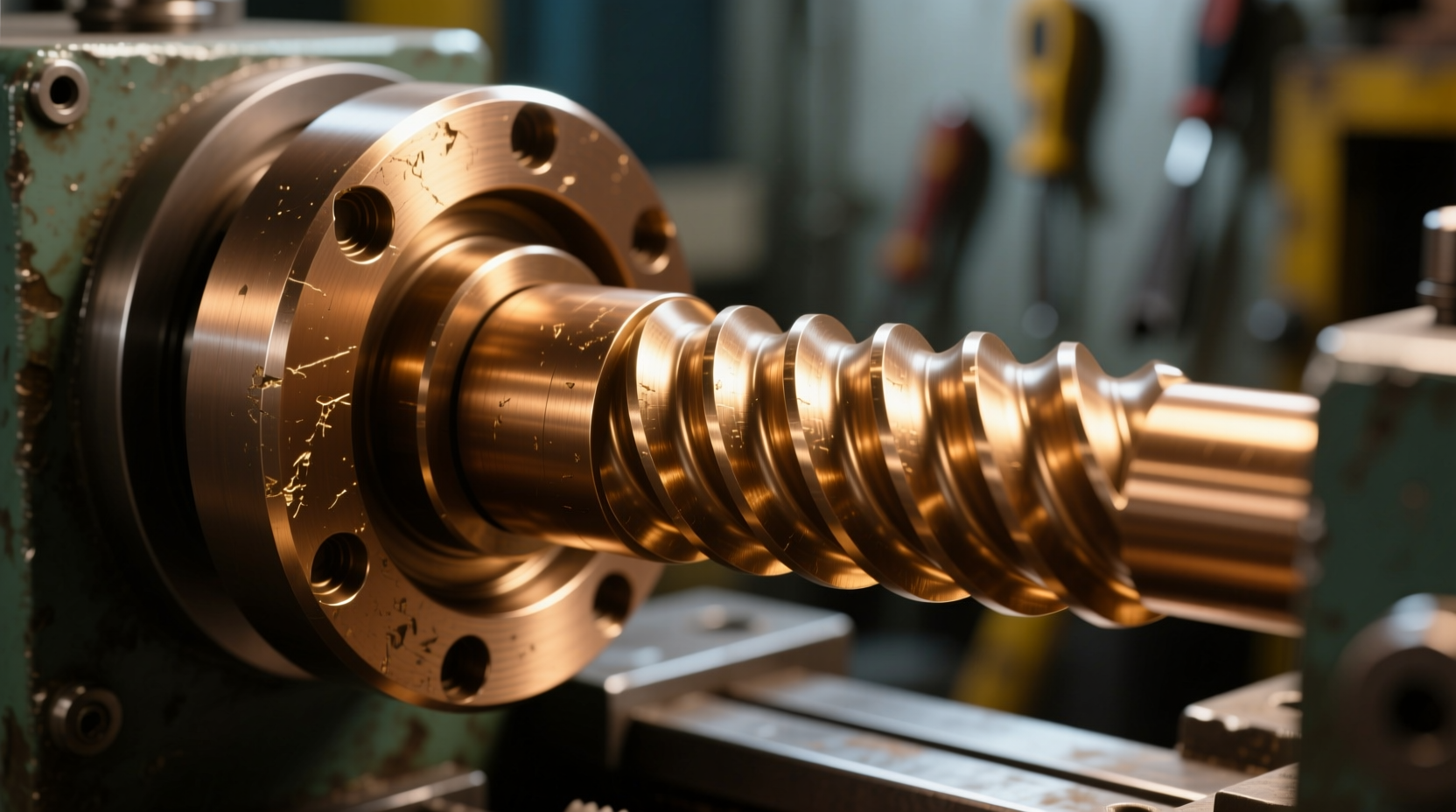
Токарная обработка бронзы требует особого подхода из-за специфических свойств этого материала. Правильный выбор режимов резания, инструмента и технологии позволяет добиться высокого качества обработки и максимальной производительности.
Ключевые особенности бронзы, влияющие на обработку
Бронза как материал обладает уникальным набором физико-механических свойств, которые существенно влияют на технологию ее токарной обработки. Понимание этих особенностей позволяет оптимизировать процесс и добиться высокого качества готовых деталей.
Структурные особенности бронзовых сплавов
Микроструктура и фазы в бронзе
| Тип бронзы | Основные структурные составляющие | Влияние на обработку |
|---|---|---|
| Оловянная бронза | α-твердый раствор, эвтектоид (α+δ) | Повышенная хрупкость δ-фазы усложняет обработку |
| Алюминиевая бронза | α-фаза, β’-мартенсит | Высокая прочность требует повышенных усилий резания |
| Свинцовистая бронза | Мягкие включения свинца в медной матрице | Улучшает обрабатываемость, но ухудшает качество поверхности |
| Бериллиевая бронза | Мелкодисперсные выделения γ?-фазы | Высокая твердость требует специального инструмента |
Механические свойства и их влияние на обработку
Прочностные характеристики
- Предел прочности — варьируется от 200 до 1200 МПа в зависимости от состава и термообработки
- Твердость — от 60 HB у мягких бронз до 400 HB у закаленных бериллиевых бронз
- Модуль упругости — 100-130 ГПа, что ниже чем у сталей, приводит к большим упругим деформациям
- Ударная вязкость — 30-150 Дж/см², определяет склонность к выкрашиванию
Пластические свойства
| Параметр | Диапазон значений | Технологические последствия |
|---|---|---|
| Относительное удлинение | 5-60% | Влияет на форму стружки и склонность к налипанию |
| Относительное сужение | 15-70% | Определяет деформационное упрочнение при резании |
| Коэффициент пластической анизотропии | 0.8-1.2 | Влияет на направленность свойств после обработки |
Теплофизические свойства
Термические характеристики
- Теплопроводность — 40-100 Вт/(м·К), обеспечивает хороший отвод тепла из зоны резания
- Температура плавления — 850-1050°C, определяет термическую стабильность при обработке
- Коэффициент теплового расширения — 17-20 × 10?? К?¹, влияет на точность размеров
- Удельная теплоемкость — 380-420 Дж/(кг·К), определяет тепловые нагрузки на инструмент
Влияние температуры на свойства
| Температурный диапазон | Изменение свойств | Рекомендации по обработке |
|---|---|---|
| 20-200°C | Незначительное снижение прочности | Оптимальный диапазон для обработки |
| 200-400°C | Заметное разупрочнение, рост пластичности | Требуется контроль температурного режима |
| 400-600°C | Резкое снижение прочностных характеристик | Опасность термического повреждения |
Триботехнические свойства
Особенности трения и износа
- Коэффициент трения — 0.08-0.15, обеспечивает хорошие антифрикционные свойства
- Склонность к схватыванию — высокая адгезия к инструментальным материалам
- Износостойкость — определяется наличием твердых фаз в структуре
- Самосмазываемость — характерна для свинцовистых бронз
Особенности стружкообразования
Типы стружки при обработке бронзы
| Тип бронзы | Преобладающий тип стружки | Особенности управления стружкой |
|---|---|---|
| Оловянная | Элементная, сыпучая | Легко удаляется, не требует специальных стружколомов |
| Алюминиевая | Сливающаяся, непрерывная | Требует эффективных стружколомателей |
| Свинцовистая | Короткая, ломаная | Хорошая управляемость, минимальные проблемы |
| Кремниевая | Сливающаяся с элементарными участками | Необходим контроль подачи и геометрии инструмента |
Химические особенности
Коррозионное поведение
- Стойкость к атмосферной коррозии — образование защитной патины
- Устойчивость к морской воде — особенно у алюминиевых и оловянных бронз
- Поведение в кислых средах — ограниченная стойкость к сильным кислотам
- Окисляемость при нагреве — образование оксидных пленок влияет на качество поверхности
Взаимодействие с инструментальными материалами
| Материал инструмента | Химическая совместимость | Рекомендации по применению |
|---|---|---|
| Твердые сплавы WC-Co | Хорошая | Универсальное применение для всех бронз |
| Быстрорежущая сталь | Удовлетворительная | Только для мягких бронз при низких скоростях |
| Керамика | Ограниченная | Требует специальных покрытий для снижения адгезии |
| Поликристаллический алмаз | Отличная | Минимальное взаимодействие, идеально для чистовой обработки |

Выбор режущего инструмента
Материалы режущих пластин
| Материал инструмента | Рекомендуемые марки бронзы | Преимущества | Ограничения |
|---|---|---|---|
| Твердые сплавы (WC-Co) | Все типы бронз | Универсальность, стойкость к износу | Ограниченная стойкость при высоких скоростях |
| Керамика (Al?O?) | БрАЖ, БрБ2 | Высокая теплостойкость, износостойкость | Хрупкость, чувствительность к ударам |
| Алмаз (PCD) | БрОФ, БрКМц | Идеальное качество поверхности, высокая стойкость | Высокая стоимость, сложность заточки |
Геометрия режущей части
- Большие передние углы (10-15°) — для снижения сил резания
- Отрицательная геометрия — для обработки твердых бронз
- Острые режущие кромки — предотвращение налипания материала
- Широкие стружколомы — для эффективного дробления стружки
Режимы резания для различных марок бронзы
Оптимальные параметры обработки
| Марка бронзы | Скорость резания, м/мин | Подача, мм/об | Глубина резания, мм | Особенности |
|---|---|---|---|---|
| БрОФ10-1 (оловянная) | 80-120 | 0.15-0.3 | 1.0-4.0 | Вязкая стружка, требует острый инструмент |
| БрАЖ9-4 (алюминиевая) | 60-100 | 0.1-0.25 | 0.5-3.0 | Абразивный износ, высокая прочность |
| БрКМц3-1 (кремниевая) | 100-150 | 0.2-0.4 | 1.5-5.0 | Легкая обрабатываемость, хорошее качество поверхности |
| БрБ2 (бериллиевая) | 40-80 | 0.08-0.2 | 0.3-2.0 | Высокая твердость, требует осторожного подхода |
Системы охлаждения и смазки
Рекомендации по применению СОЖ
- Эмульсии на водной основе — для большинства операций
- Синтетические СОЖ — для высокоскоростной обработки
- Минимальное количество смазки — для предотвращения загрязнения
- Обработка без СОЖ — допустима для некоторых марок бронзы

Параметры подачи СОЖ
| Тип операции | Давление, бар | Расход, л/мин | Температура, °C |
|---|---|---|---|
| Черновое точение | 10-15 | 8-12 | 18-22 |
| Чистовое точение | 5-8 | 4-6 | 18-22 |
| Тонкое точение | 3-5 | 2-4 | 20-24 |
Особенности обработки различных операций
Точение наружных поверхностей
- Жесткая система СПИД — минимизация вибраций
- Постоянная скорость резания — поддержание оптимальных условий
- Контроль биения — не более 0.02 мм
- Постепенное увеличение нагрузки — для стабилизации процесса
Растачивание отверстий
| Диаметр отверстия, мм | Рекомендуемый вылет | Максимальная глубина | Особенности |
|---|---|---|---|
| 5-20 | 3×D | 5×D | Высокий риск вибраций |
| 20-50 | 4×D | 8×D | Стабильная обработка |
| 50-100 | 5×D | 10×D | Хорошее качество поверхности |
Контроль качества и точности
Методы контроля процесса
- Визуальный контроль стружки — индикатор правильности режимов
- Акустический мониторинг — обнаружение вибраций и chatter
- Термография — контроль температуры в зоне резания
- Силометрия — измерение сил резания
Допуски и посадки
| Квалитет точности | Достижимый допуск, мм | Рекомендуемая шероховатость | Применение |
|---|---|---|---|
| IT7 | 0.021 | Ra 1.6 | Общее машиностроение |
| IT6 | 0.013 | Ra 0.8 | Прецизионные детали |
| IT5 | 0.008 | Ra 0.4 | Особо точные детали |
Типичные проблемы и решения
Распространенные дефекты и их устранение
| Проблема | Причина | Решение |
|---|---|---|
| Налипание материала | Низкая скорость резания, тупой инструмент | Увеличить скорость, использовать острый инструмент с покрытием |
| Низкое качество поверхности | Вибрации, неправильная геометрия инструмента | Увеличить жесткость, оптимизировать геометрию резца |
| Быстрый износ инструмента | Высокая скорость, абразивные свойства бронзы | Снизить скорость, использовать износостойкие покрытия |
| Деформация детали | Высокие силы резания, недостаточное закрепление | Оптимизировать режимы, улучшить закрепление |
Безопасность и экология
Меры предосторожности
- Защита от стружки — использование защитных экранов
- Вентиляция — удаление мелкой пыли и аэрозолей
- Утилизация стружки — раздельный сбор для переработки
- Защита кожи — использование перчаток при работе с бериллиевой бронзой
Экономические аспекты
Оптимизация себестоимости
- Выбор оптимальных режимов — баланс между производительностью и стойкостью инструмента
- Многоинструментальная обработка — сокращение вспомогательного времени
- Использование стандартного инструмента — снижение затрат на оснастку
- Переработка стружки — возврат до 95% стоимости материала
Успешная токарная обработка бронзы требует комплексного подхода, учитывающего все особенности материала и современные технологические возможности. Грамотный выбор инструмента, режимов резания и системы охлаждения позволяет достичь высокого качества обработки при оптимальной экономической эффективности.